
和传统的焊接电源相比,逆变弧焊电源拥有更多的有点,例如节省材料、高效节能和质量轻的优点,并且前者的动态特性和调节特性好,制造过程占地小,且加工量少等特点。
实现直流与交流之间的变换的装置称为逆变器。[1]而这种变换称为逆变。[2]弧焊逆变器具有弧焊工艺所要求的电气性能,是指为焊接电弧提供电能的逆变器。一般把直流变成交流电的方式有两种,分别是硬开关或者是软开关进行切换,从而得到较好的传递电能效果。在较高的电压和较大的电流状态下进行“开”和“关”为硬开关。但逆变 焊电源普遍存在可靠性差等问题,主要原因是目前逆变弧焊电源主电路多采用PWM硬开关控制方式,这种控制方式在功率器件开通和关断过程中会产生较大的开关损耗,且开关器件的驱动电路稳定性较差。[3]在零电压和零电流的状态下进行“开”和“关”则称为软开关。[4]在过去一般采用的是电感和电容振荡电路来产生中频和高频的交流电,这不仅是装置庞大,造价高,并且可调参数也不多。随着大功率的电子开关器件与集成电路技术的发展,使得先进的中频和高频逆变技术得到实施,并越来越多的推广和应用。从应用在中频加热稳压电源、电化学加工,弧焊逆变器现在对焊接电源的应用也非常广泛,例如电阻焊接、电弧焊接和激光焊接、电子束焊接等,在焊接电源发展中具有很大的前景,但是逆变器在焊接过程中要承受剧烈的变动着的负载,而且工作情况十分复杂,工作的可靠性和稳定性面临着严峻的挑战[5]。
随着逆变弧焊电源的应用越来越广泛,对其控制要求也更严格。在焊接生产中多功能数字化控制[6]弧焊逆变电源是现代焊接设备的重要发展之一。在逆变弧焊电源中,直接影响焊接逆变电源中各个参数的反应速度和效率的是逆变弧焊电源的控制系统。因此对逆变弧焊电源控制技术的研究刻不容缓。
1.2 逆变弧焊电源的发展现状及发展趋势
1.2.1 发展现状
1.2.2 发展趋势
1.3 弧焊电源的控制
对于弧焊电源的控制技术的发展,自动控制技术、计算机技术和微电子技术的迅猛发展起到了积极的推动作用。[12]弧焊电源的控制技术经历了一个转变,从粗放到高性能精确控制的转变。
1.3.1 弧焊电源的控制分类
弧焊电源的控制方法有不同的分类,按控制内容来分,有工艺程序控制、外特性控制和动特性控制等等。按控制方法来分,主要有:自适应控制、人工神经网络控制、PID控制、模糊逻辑控制[13]等等。按控制装置来分,主要有:电磁式控制、机械式控制、电子式控制和数字式控制。[14]如图1.1.1所示。
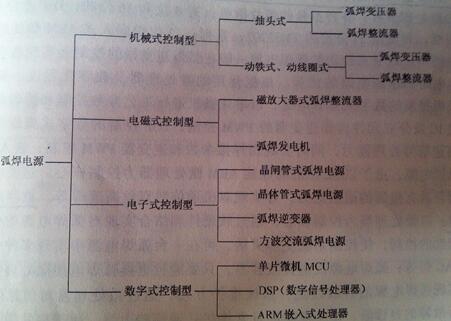
图1.1.1
1.3.2 弧焊电源的PID控制技术
PID控制(比例-积分-微分)是工业过程控制中应用最为广泛的一种控制方法,在弧焊电源的控制领域中也同样得到了焊接工作者的青睐。[15]PID调节器是线性的,偏差是系统给定值和反馈值的差值,对偏差进行比例、积分、微分线性组合构成控制量式。它们在PID调节器中的作用如下:
1) 比例调节的作用:系统出现偏差时,通过比例调节作用来减少偏差。但是如果比例作用太大,则会使系统的稳定性能下降,甚至造成系统的不稳定。而通常比例作用大,可减少误差,加快调节,
2) 积分调节的作用:为了提高无差度,让系统消除稳态误差。系统开始出现误差时,就进行积分调节作用,直到没有误差,积分调节才停止。PI调节和PID调节器就是积分调节与另外两种调节的结合。积分作用的强弱是由积分时间常数决定的,积分时间常数越大则加入积分调节会使系统稳定性能下降,积分作用就不明显了,而且动态响应慢;反之积分时间常数越小,作用就越明显。 逆变弧焊电源控制技术研究+文献综述(2):http://www.youerw.com/cailiao/lunwen_15755.html