
2 文献综述
2.1 国内模具发展情况
2.2 我国模具生产存在的问题
2.3 模具技术展望
使用传统人工编排计划,不但效率低,而且对模具交货期也没有预测和监控的有效手段,人工编制的模具生产计划常被笑为不是计划而是滑稽,因常常计划刚下达,随即就被扰动因素所打乱,计划永远赶不上变化快。说实在的,人工编制的模具生产计划只能起到一个告知模具生产各环节计划进度目标而已[11]。
模具CAD/CAE,CAM正向集成化、三文画、智能化和网络化方向发展。模具软件功能的集成化要求软件的功能模块比较齐全,同时各功能模块采用同一数据模型,以实现信息的综合与共享,从而支持模具设计、制造、装配、检验、测试、及生产的全过程,达到实现最佳效益的目的。因此无论是国内还是国外在模具制造方面,未来数十年内技术必定会重点向集成化以及信息化推进。
3 方案论证
3.1 塑件结构特点
3.1.1 洗手液泵头原理
生活中我们常看到洗手液装在这样的瓶子中,按压瓶子顶部的泵头,洗手液就从输液管流处来了。泵头的工作原理和活塞式抽水机相同,也是利用活塞移动和单相阀门的开启,关闭排出除液桶里的空气造成内外压强擦,从而使液体在大气压作用下上升,从出液管里排出洗手液瓶中有个按压式吸液体构,它主要有导液管、径叶球阀、弹黄、空心柱塞、活塞,出液管、除桶液组成.当用手向下压出液时,除桶液内压强曾大,弹黄被压缩叶茎阀门关闭,同时因为活塞向下移动,而此时空心柱塞上的出液孔被打开,除液孔里的液体从除液孔的液体从除液管里流出管外,当手松开时,弹黄复原,使得活塞向上移动除液桶内压强减小,空心柱塞上的除液孔封闭,叶茎阀门打开,在大气压的作用下液体从导液管通过叶茎阀门进入除液桶。这样活塞在圆桶中上下往复运动、不断的把液体吸出瓶外。
3.1.2 产品技术要求及结构特点
本塑料泵嘴模具和工艺课题的设计要求成型工艺合理,模具总体结构设计合理,工作可靠,侧抽机构、推出机构运动灵活,符合生产实际需要。此外,模具零件选材合适,具有良好的加工工艺性。注射设备选用得当,保证所成型的塑料制品达到各项技术指标。本塑件是塑料泵嘴,形状较复杂,精度要求较高,表面质量高。本泵嘴小巧玲珑,泵嘴是弯的,设计使用塑胶原料,较高的技术精度和表面粗糙度,而且本产品有外螺纹,有内扣槽,同时该塑料泵嘴产品的尺寸比较小,本产品的基本结构如图所示。
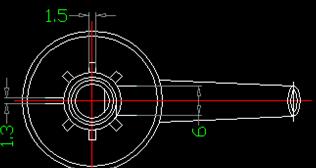
图3.1 塑料泵嘴图1 图3.2 塑料泵嘴图2
3.2 塑件材料特性
英文名称:Polypropylene(简称PP) 比重:0.9-0.91克/立方厘米,成型收缩率:1.0-2.5% 成型温度:160-220℃ 。
PP为结晶型高聚物,常用塑料中PP最轻,密度仅为0.91g/cm3(比水小)。通用塑料中,PP的耐热性最好,其热变形温度为80-100℃,能在沸水中煮。PP有良好的耐应力开裂性,有很高的弯曲疲劳寿命,俗称百折胶。PP的综合性能优于PE料。PP产品质轻、韧性好、耐化学性好。PP的缺点:尺寸精度低、刚性不足、耐候性差,它具有后收缩现象,脱模后,易老化、变脆、易变形。 日常生活中,常用的保鲜盒就是由PP材料制成。
3.3 塑件材料成型性能
1)PP在熔融温度下有较好的流动性,成型性能好,PP在加工上有两个特点:
其一:PP熔体的粘度随剪切速度的提高而有明显的下降(受温度影响较小); 塑料泵嘴模具设计开题报告(2):http://www.youerw.com/kaiti/lunwen_22401.html