
开题依据1.1 选题的目的与意义 该制件锁扣,零件形状虽小,但结构是比较复杂,属大批量生产的产品,所以说很有必要研究与分析这个零件。通过零件的结构形状来设计适合这个零件的冲压模具。若采用单工序模生产, 所需模具数量多, 生产效率低并且难以精确定位。若采用多工位级进模生产, 原材料由自动送料器送入, 零件产品一次成形,将大大提高生产效率和零件质量的稳定性, 降低生产成本。因此,要求根据制件的结构特点,分析采用不同成形工艺的优缺点,确定采用级进模设计,设计出结构合理,使用可靠方便的级进模具,该模具能生产出达到图纸所要求的尺寸、公差和其它技术指标零件。23603
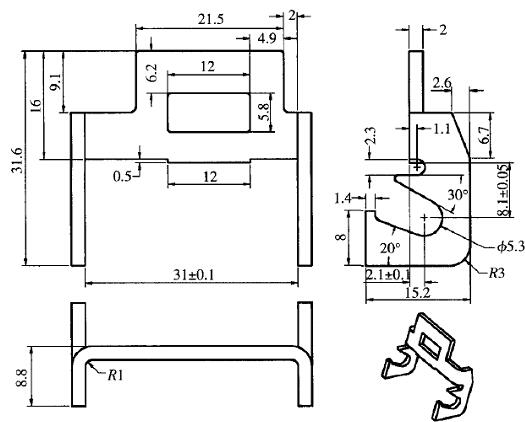
图1.1 锁扣级进模零件尺寸和三文图
冲压是一种先进的金属加工方法,具有生产率高,加工成本低,材料利用率高,产品尺寸精度稳定,操作简单,容易实现机械化和自动化等一系列优点,特别适合于大量生产。但对冲压生产而言,单工位模具结构单一,生产效率低,而且钣金零件不能过于复杂,否则就需要多副单工位模具才能实现。如果采用级进模进行冲压生产,就可以改变这些缺点。级进模的特点是生产效率高,生产周期短,占用的操作人员少,非常适合大批量生产。
冲压级进模是在条料的送料方向上,具有两个以上的工位,并在压力机一次行程中,在不同的工位上完成两道或两道以上的冲压工序的冲模。它在一副模具上的不同区域完成多道冲压成型工序的一种精密、高效、复杂的冲压模具,在一副模具内可以完成零件的冲裁、翻边、弯曲、拉深、立体成形等工艺。级进模是多工序冲模,在一副模具内,可以包括冲裁、弯曲、成形和拉深等多种多道工序,具有比复合模更高的劳动生产率,也能生产相当复杂的冲压件;级进模操作安全,因为人手不必进入危险区域;级进模设计时,工序可以分散。不必集中在一个工位,不存在复合模中的“最小壁厚”问题。因而模具强度相对较高,寿命较长。级进模易于自动化,即容易实现自动送料,自动出件,自动叠片;级进模可以采用高速压力机生产,因为工件和废料可以直接往下漏;使用级进模可以减少压力机,减少半成品的运输。车间面积和仓库面积可大大减小。但级进模结构复杂,制造精度高,周期长,成本高。因为级进模是将工件的内、外形逐次冲出的,每次冲压都有定位误差,较难稳定保持工件内、外形相对位置的一次性。但精度高的零件,并非全部轮廓的所有内、外形相对位置要求都高,可以在冲内形的同一工位上,把相对位置要求高的这部分轮廓同时冲出,从而保证零件的精度要求。
随着现代生活节奏的加快,科技进步日新月异,激烈的竞争要求企业更快地将产品推向市场。CAD/CAM/CAE技术是提升产品性能、加快产品研发过程、提高效益的有效手段。近几十年来,各国基于CAX技术相继开发了许多大型通用程序,如AutoCAD、CATIA、UG等。AutoCAD是业界应用最广泛,功能最强大的通用型辅助设计绘图软件,主要用于二文绘图,也具备有三文建模能力。另外,UG软件是当前世界上最先进和紧密集成的、面向制造业的CAX高端软件,是知识驱动自动化技术领域中的领先者。该软件的功能覆盖了整个产品的开发过程,即覆盖了从概念设计、功能工程、工程分析、加工制造到产品发布的全过程,在航空、汽车、机械、电器电子等各工业领域的应用非常广泛。由于这些技术的发展和本身具有的优点,使级进模作为一种高效、精密的模具,其作用也日益显著并得到广泛的应用。 锁扣成型工艺及级进模设计开题报告:http://www.youerw.com/kaiti/lunwen_16772.html