
8 注塑机有关参数的校核 31
8.1 模具闭合高度的确定与校核31
8.2 模具安装部分的校核31
8.3 模具开模行程的校核31
9 模具的特点 32
总结33
谢辞34
参考文献35
1 精密模具研究
注射装置对熔体的流速和成型压力有很大的影响,所以注射装置的研究是精密模具研究的重要部分。注射装置是注塑成型中直接对塑料加热和加压的设备,塑料的塑化和注射都在这里面进行。因此,注射装置是塑料加工环节的重要组成部分之一。注射装置在注射成型过程当中,应能均匀加热和塑化一定的塑料;以一定的压力和速率将熔融塑料注入模腔;保压一些时间以防模内熔料反流,且向模内补充一些熔料,以补偿制件冷却收缩。
相比于以前,随着社会的发展人们不仅对塑料制品的精度要求更高,也开始关注加工环境和能耗等问题,故注射装置由液电组合式开始向全电动式发展。
1.1 直线电机注射装置
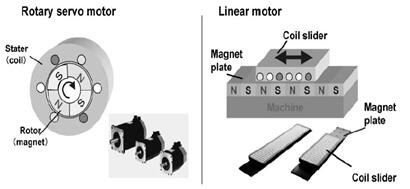
如图1.1比较了旋转(同步)交流伺服电机和直线电机。直线电机也聚有旋转电机的结构,但却扩展成一个平面,是一种将电能直接转换成直线运动机械能,而不需要任何的中间转换机构的传动装置。它可以看成是一台旋转电机从径向剖开,并扩展成平面而成的。两个马达的工作原理其实都是一样的。当电流通过线圈产生磁场变化,旋转电动机的转子(磁),或直线电机的线圈或磁板滑块向前或者向后滑动。
如图1.2塑料原料从料斗3进入料筒1的加料口,依靠螺杆2的转动将塑料拽入并向前输送,与此同时,通过料筒的加热和螺杆的剪切摩擦作用逐渐塑化;塑化的熔料被输送到螺杆前端,随着螺杆转动,塑料不断的被塑化,塑化的塑料熔体在喷嘴处越集越多,而压力也越来越大,在熔料压力作用下,螺杆边转边退,螺杆后退的背压需根据塑料的品种和成型工艺的要求,通过伺服直线电机的电压来进行调节;当螺杆前端的熔料达到了所需注射量时,伺服直线电机的电压突然增大,以很大的推力推动螺杆,将熔料以很高的速度和压力射入模腔内,进行保压补塑,开模取件,随后开始第二次循环。
1—料筒; 2—螺杆; 3—料斗; 4—传动装置; 5—旋转伺服电机; 6—伺服直线电机;
7—线圈; 8—磁铁; 9—计量装置; 10—温度传感器
值得一提的是,由于直线电机的电流和轴向运动距离较大,故其工作问题可能会比较高,需要设置一个温度控制装置,调节其温度,否则过高的温度会引起线圈自燃造成电机损坏等严重问题。
1.2 旋转电机注射装置
旋转电机注塑装置如图1.3所示, 包括注射伺服电机、计量伺服电机、电动塑化传动机构和控制器。该旋转电机注射装置机构包括螺杆、轴承、压力传感器、计量齿轮、注射齿轮和丝杆。螺杆上设有计量齿轮, 压力传感器,螺杆端部设有轴承,丝杆一端设有与轴承相配合的轴承座空腔结构, 丝杆上也设有注射齿轮。
注射时, 计量伺服电机是处于停转状态的。注射伺服电机开始工作, 通过丝杆结构把伺服电机的旋转运动转换而成丝杆的直线运动, 丝杆与螺杆此时顶紧, 推动螺杆往前运动, 进行物料的注射。当注射结束后, 螺杆准备开始旋转预塑。此刻, 注射伺服电机停转, 计量伺服电机开始工作, 带动螺杆旋转。由于螺杆和丝杆是分开的两部分, 而且螺杆与丝杆连接处装有轴承, 使得螺杆可以自由转动而不会带动丝杆旋转, 防止了丝杆自锁引起的卡死现象。预塑物料不断往螺杆头部输送, 螺杆头部压力越来越大, 推动螺杆往后退, 但由于丝杆顶紧螺杆, 螺杆不能直接后退, 而是使螺杆尾部和丝杆之间的压力越来越大。此刻, 位于螺杆与丝杆连接处的压力传感器准确地把压力测量值传送到控制器里, 与压力设定值进行比较。当压力传感器的测量值超过设定值时, 控制器控制注射伺服电机开始反转, 丝杆往后退。螺杆与丝杆间保持一定的压力, 同时不断往后退, 直至完成计量过程和丝杆的复位, 为下一次注射做准备。其中, 螺杆的后退是因为背压的作用推动的, 而丝杆的后退则是由注射伺服电机反转带动的。 精密模具研究及线圈支架模具设计+CAD图纸(2):http://www.youerw.com/jixie/lunwen_13901.html