
爆炸焊接是一种金属间固相焊接方法,利用爆炸所产生的瞬间巨大能量使得金属产生塑性变形,表面急速熔化,产生射流,达到了异种金属板材间的复合目的。这是一门介于焊接学、爆炸物理学、金属物理学之间的边缘学科。它的基本原理是通过爆炸产生的冲击波和与金属表面产生的摩擦力作用把金属表面的氧化膜击碎并清除,使得金属表面在焊接前得到彻底地清理,利用爆炸所产生的高速、高压脉冲使得两种或多种金属撞击而焊接在一起[8-9]。
出于对本课题的研究,以金属复合板的爆炸焊接过程为例来阐述爆炸焊接的基本理论,如图1.1所示为复合板的爆炸焊装配方式示意图,其中图1.1a为平行爆炸复合法;图1.1b为角度爆炸复合法。复合板爆炸焊接过程如图1.2所示,首先引爆平铺在复板上的炸药,炸药引爆后所产生的爆炸波和爆炸能量以极快的速度在复板上传播,复板垂直方向上的爆炸能量将推动复板向下运动撞击基板,由于爆炸量能巨大,撞击点附近金属材料的应变率迅速达到106~107/s,压强增加到104MPa,巨大的撞击能量会使金属板之间形成速度为5~7km/s、厚度为基板厚度2~5%的金属射流。射流本质上就是待焊金属表面上的一层金属氧化物以及污染物,金属射流的产生使得异种金属在焊接发生前金属表面得到了彻底的清理,而金属在高压高应变下,实现了焊接性能相差很大的异种金属之间的结合,完成了焊接过程。由此可见,金属射流的形成和巨大的能量的提供是实现爆炸焊接复合的必要条件[10-11]。
焊接过程理论分析如下:在引爆炸药后,爆轰速度Vc从左至右,在离引爆点不远处,爆炸速度可以稳定下来,复板在爆炸所产生的向下的压力下发生折弯,爆炸点的复板金属迅速向右下方撞击,再然后,伴随着爆炸的发生,复板和基板之间不断发生倾斜撞击,撞击点不断向前推进。为了分析爆炸点的速度状态,假设给基板添加一反向速度Vc,如图1.3复合板爆炸焊接瞬时运动姿态,在力学研究上撞击点就会变成驻点(静止不动)。那么,对于这个移动的坐标系中的Vf﹑Vc﹑Vp﹑Vd的关系满足下面的关系式[12]。
高速倾斜碰撞会在碰撞点C点产生很大的压力,使得该区域的金属受到巨大的剪切力作用而产生塑性变形,塑形变形功转化的热量使金属温度增加,温度的升高使得材料的抗剪强度降低,进而在C处的小范围区域内会有熔化现象产生。所以,碰撞点C处会有部分金属呈流体形态,根据动量守恒定理,速度Vf经过碰撞点C后会分成两股流体,其中向左的流称为“主体射流”,向右的称为“再入射流”。主体射流形成后来焊好的覆层板,再入射流其实是由复板和基板上剥落下来的表层金属形成的,会与空气产生摩擦,部分形成烟雾。再入射流在剥离的同时会使金属基板和复板的表面平整光滑,在高压作用下产生更牢固的结合。如果覆板、基板的体积声速小于Vf,再入射流就会受到抑制作用,从而不会产生这种自清理的效果[13]。
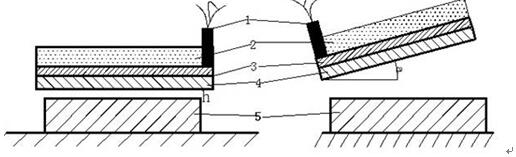
a)平行法 b)角度法
1-引线 2-炸药层 3-缓冲层 4-复层板 5-基层板
α-安装角度 h-间隙
图1.1 复合板爆炸焊接装配方式示意图
图1.2 倾斜安装爆炸焊接过程
图1.3复合板爆炸焊接瞬时运动姿态
α-预置角 β-碰撞角 θ-弯折角 Vd-爆轰波速度 Vp-碰撞速度 Vc-碰撞点速度 钛钢爆炸复合板电子束焊接工艺研究(3):http://www.youerw.com/cailiao/lunwen_17172.html