
1.2研究现状
1.2.1国外研究现状
1.2.2国内研究现状
1.3本课题研究内容
本课题在通过对比机器人焊接与激光焊缝跟踪条件下焊接的结果,获得一般焊接的工艺参数,同时针对曲线焊缝特点,进行焊缝跟踪试验研究,保证精度。
主要研究内容有:
(1) 焊缝跟踪设备的安装与使用
因为设备室刚买的,学校也还没有人使用过,所以要讨论内部插口的接口与外部连线问题,同时,学习该设备的使用方法与软件的操作。
(2) 焊接工艺参数的调整
本课题要研究焊缝跟踪,前提是要能够焊出一条优质焊缝。将采用MAG焊接方法,在碳钢板焊出直焊缝确定焊接参数。
(3) 典型曲线的焊接
包括几种焊缝的焊接,如直线焊缝、V形焊缝、S形焊缝等。
(4) 试验结果验证与分析
对焊缝进行宏观检测、力学测试以及微观晶相观察,对比在机器人焊接与焊缝跟踪焊接试验结果,分析异同。
2焊缝跟踪系统
随着科技进步,工业生产进入自动化与智能化时代,各种新技术在焊接中得到广泛应用。在焊接领域,包括焊接机器人、焊缝跟踪在内的各个方面得到了研究人员的广泛关注。采用焊缝跟踪,实现焊接自动化与智能化,获得优质的焊缝,正越来越重要。
焊缝跟踪系统一般按传感器来分类,包括电弧传感、接触传感、超声波传感及视觉传感[13],焊缝跟踪流程如图2.1所示。
2.1 跟踪系统分类
焊缝跟踪的分类如下图2.2
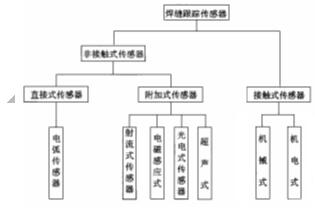
图2.2 焊缝跟踪系统分类
2.1.1 电弧传感器式
焊缝跟踪系统一般可分为两大类,电弧传感器式属于非接触式传感器中直接式传感器[14]。
电弧传感器式焊缝跟踪系统是直接利用焊接过程中电弧电流或电压的变化来确定电弧中心是否偏离焊缝中心的,实用性强,效果好。其最大的优势在于抗高温、弧光以及强磁场的能力强,同时与焊接电弧保持一致性,结构紧凑,成本低[15]。
电弧传感器式焊缝跟踪系统,最为一种在线实时跟踪系统与其他附加式焊缝跟踪系统相比,具有成本低、结构简单和响应速度快的优点,有时是高速旋转电弧传感器有很高的灵敏度,使其具有广阔的应用前景[16]。电弧传感器式焊缝跟踪系统适合安装在弧焊机器人或类似装置上。
2.1.2 接触传感式
接触式焊缝跟踪系统是指检测元件直接与被测工件接触,利用跟踪滚轮或触指或机械式传感器沿焊缝坡口滚(滑)动或沿靠模滚(滑)动实现焊缝跟踪,又可分为机械式和机械电子式两类。前者是利用焊缝的形状或者导杆的导向力来实现焊缝跟踪的。后者是当焊枪与焊缝中心线发生偏差时,导杆经电子装置发出的信号(改信号能表示出偏差的大小与方向),控制机械装置,使焊炬及传感器恢复到正确的位置上[17]。
接触式焊缝跟踪系统适用于X型和Y型坡口,一般应用于长直焊缝的单层焊与角焊缝[18]。接触式焊缝跟踪设备结构比较简单,移动状态直观且操作方便,对电弧的光、磁、烟尘飞溅的抗干扰能力强[19]。其不足点在于:对不同形式的坡口需要不同形式的探头;由于采用接触式测量,探头磨损量大、易变形;有反向冲击作用,跟踪精度较低;不适用于高速焊接;且对在坡口内有定位焊的焊缝,或在板端等焊接端点焊道上升又下降的情况,传感器有失灵的缺点[20]。
2.1.3 超声波传感器式
超声波传感器式焊缝跟踪系统是利用超声波脉冲在金属内部传播时的界面反射现象,可以接受到反射波脉冲,由入射—反射波脉冲的行程,即可测得界面的位置。 曲线焊缝激光视觉跟踪试验研究(2):http://www.youerw.com/cailiao/lunwen_15757.html