
铜和铁在高温时的晶格类型、原子半径、晶格参数和原子的外层电子结构等都比较接近,这可以对Cu和Fe的原子间扩散及焊接有促进作用,但是铜与铁的熔点、热导率、线膨胀系数等的较大差异不利于钢与铜的焊接[13],钢与铜焊接时,Fe与Cu在液态时无限互溶,固态时有限互溶,且不会形成金属间化合物[14],当Fe向Cu扩散时,则会形成有限溶解度的固溶体(如图1.1所示Fe-Cu合金状态图),有利于焊接过程的进行。22118
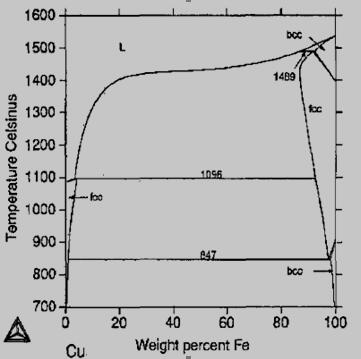
图1.1 Fe-Cu二元相图
1.3.2铜钢焊接的主要问题及原因
(1)难熔合易变形,原因:铜和钢在热导率,收缩率上的差异比较明显[15]。
(2)易产生裂纹,原因:铜和钢的线膨胀系数的明显差异。22118
(3)易产生气孔,原因:焊接过程中过量氢的存在。
(4)接头力学性能降低,原因:焊接热循环造成接头晶粒粗大,从而降低接头的力学性能 [16]。
1.3.3铜钢焊接的焊接方法论文网
钢与铜及其合金焊接时,可以采用手工电弧焊,二氧化碳气体保护焊,电子束焊接,扩散钎焊,摩擦焊,等离子堆焊和激光焊等焊接方法[17]。钢与铜及其合金薄板结构件采用TIG焊,厚度大于10mm的结构件采用埋弧焊,焊接时不必预热。此外,低碳钢与铜可直接进行电子束焊接,电子束焊接热能密度大,熔化金属量少,热影响区窄,接头质量高,生产率高。
(1)手工电弧焊
南京理工大学的徐越兰,余进等研究了铜钢焊接的钢焊条手工电弧焊方法,采用E4303,E4315,Φ3.2mm的电焊条,分别用X,Y两种坡口形式,使用ZXG-350型焊机进行焊接;实验发现采用低氢型碱性焊条比使用酸性焊条得到的试样性能要优良,并且使用Y型坡口比使用X型坡口的夹渣少[18]。
(2)二氧化碳气体保护焊
洪永昌对铜钢CO2气保焊进行了研究,焊前预热,焊接时保温以防形成气孔,焊后继续保温后缓冷以防产生裂纹[19]。南京理工大学的王克鸿,徐越兰等用Q235钢和T2纯铜进行了H08Mn2SiA钢焊丝二氧化碳气体保护焊,母材板厚7 mm,焊接参数为电流200A,电压20V,焊前将铜母材预热至600-650℃;结果显示焊缝表面整齐完整,铜侧熔合良好,焊缝区也没有裂纹,气孔,未熔合等缺陷;且焊缝接头的抗拉强度〉200 MPa[20]。所以二氧化碳气体保护焊焊接铜和钢具有比较好的前景,用这种方法可以得到质量较高的焊缝。
(3)电子束焊
王向斌等利用50-200 mA电子束流对紫铜和钢进行了焊接,焊前先用散焦电子束预热,而焊接时使用的是聚焦电流580mA,控制好合理的焊接参数和工艺,最后可以得到良好的焊缝[21]。采用电子束高能焊接有很好的控制作用,对于铜钢焊接正是需要能很好控制焊接过程中的温度场和参数,以获得性能好的焊接接头[22]。
(4)扩散钎焊
王长寿在0.5 Pa的真空度下利用Ag、Cu、Ni的中间夹层组合实现了原子在其与对接面之间的扩散,从而实现了铜钢的扩散钎焊,其在950摄氏度下先进行预压,焊接时再增加压力,最后得到了高强度的焊缝[23]。
(5)摩擦焊
摩擦焊用于铜钢异种金属的焊接虽然由于高的热传导性,锻造温度差异较大等原因焊接时比较困难,但焊接仍在允许的焊接条件内。申捷实现了T2紫铜与20钢的连续驱动摩擦焊(215-250MPa压力顶锻0.1s,144-162MPa压力摩擦0.5s),还实现了T2紫铜与20钢的惯性摩擦焊(770 r/m in主轴转速,179-215MPa压力焊接0.8s),都能得到晶粒细小的热影响区和高强度的焊接接头[24]。李国栋等对使用摩擦焊的焊接方法焊接铜钢异种金属的过程做了进一步的解释和分析,并建立了热传导模型研究了摩擦焊接过程中的热传导机制[25]。摩擦焊是一种特殊的焊接方法,用其对铜钢焊接尚能获得比较好的接头,可以得到良好的焊缝,焊接过程中可能会出现某种程度的软化。 铜钢焊接国内外研究现状:http://www.youerw.com/yanjiu/lunwen_14615.html