
4.1 U型臂的几何规划方案设计 19
4.2 U型臂的滚弯工艺分析 20
4.3卷板工艺和卷板质量分析 24
4.3.1 卷板工艺 24
4.3.2 卷板质量 26
4.3.3 卷板设备 28
5 结论 30
致 谢 31
参考文献 32
1 绪论
1.1 引言
在板料加工中,弯曲是最普遍的成形方式。弯曲成形是将板料毛坯、棒料、管材或型材等弯成具有一定形状和角度零件的成形方法。在实际生产中,弯曲件的形状有很多种,如V形件、U形件,波纹形件、圆筒形及其它形状。弯曲件的应用范围相当广泛,如汽车大梁、门窗销座、航空回转体零部件以及船用钢板、锅炉、压力容器等都是弯曲件。
根据弯曲所采用的操作方法不同,弯曲成形又分为压弯(普通压力机上)、拉弯(拉弯机上)、绕弯(绕弯机上)、滚弯(卷板机上)及手工弯曲等几种类型。把板材加工成圆筒或圆弧形状的工件,通常由卷板机来完成。卷板机由2~4个辊子组成,板料送进的同时对其产生连续的弯曲加工。卷板过程已被广泛应用于圆筒形、局部圆筒形、圆锥形和部分圆锥形等板材产品的成形制造中。通常,板材滚弯成形的弯曲半径较大,制作截面的曲率相等,但由于可以相对于板材的送进量将辊子的位置作适当的变化,因此也能够制作四边形、椭圆形、其它非圆端面的筒形状,以及用于圆筒形或非圆端面筒形件的凸缘加工和由带料制作的异形环、型材的弯曲加工等,是一种用途很广颇有潜力的成形方法。
1.2 辊式卷板机简介
用于滚弯的设备称为辊式卷板机或弯板机。卷板机的种类很多,按照辊子数目和位置的不同可分为:两辊卷板机、三辊卷板机、四辊卷板机,其中三辊卷板机又包括对称式三辊卷板机和不对称式三辊卷板机。如图1.1(a)、(b)、(c)和(d)所示。三辊和四辊卷板机主要应用于厚板加工方面。两者在机构上没有什么本质区别,只是后者有多方面使用性能,但前者结构简单、操作方便、价格便宜而被广泛采用少。
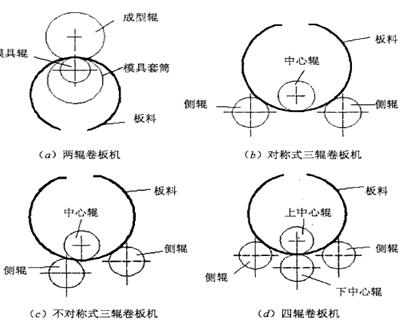
图1.1 几种卷板机示意图
在辊式卷板机中以对称式三辊卷板机应用最为广泛,其广泛用于造船、石油化工、锅炉、压力容器以及航空等行业。对称式三辊卷板机主要通过调整中心辊下压量,使板料外层纤文伸长,内层纤文缩短,从而产生连续不断的弹塑性弯曲变形,最终形成具有一定口径的圆筒形零件。如图1.1(b)所示。对称式三辊卷板机卷板技术特点:
优点:
(1)将板料弯曲成形与送料过程合二为一。
(2)滚弯过程中材料的变形是由局部变形逐渐扩展而完成的,因此变形抗力小。
(3)结构简单、操作方便,通过中心辊下压使板料产生变形,能够产生很大的压
力,所以能够卷制比较厚的板料。
(4)对板料的厚度适应范围广,可用于单件小批量生产,也可用于大批量生产。
缺点:
(l)与其它板料弯曲成形过程一样,对称式三辊卷板机在卷板过程中也存在回弹问题。因此,为了使板料回弹后的成形半径尺寸能够达到加工所要求的尺寸精度,需要根据经验进行多次滚弯测量,再滚弯再测量的过程来完成。
图1.2 筒体的桶状变形
(2)和所有卷板机一样,当辊子受到的弯曲抗力比较大的时候辊子将会产生挠度变形,使加工出来的工件呈桶状(如图1.2所示)。因此,当加工比较厚的、材料强度比较大的板料的时候,必须对辊子增加支撑或者使辊子的形状呈桶形来抵消其变形的影响。 U型臂三辊滚弯成形工艺的优化设计+CAD图纸(2):http://www.youerw.com/jixie/lunwen_22260.html