
最早的复合热源研究是从CO2激光与TIG焊旁轴复合开始的,基于激光与电弧的相互作用以及MIG焊的送丝特性[9],激光-MIG复合热源焊接已经成为中厚板及铝合金等焊接性较差金属的主流研究方向[10],备受业界关注。根据焊接过程中激光与电弧相对位置的不同可分为:旁轴和同轴复合(图1.2所示)。旁轴又可分为两种情况,一种是激光与电弧的间距较大,二者所形成的溶池并不相交;另一种是激光与电弧的间距较小,二者所形成的溶池相互作用。27160
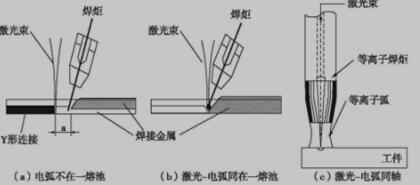
图1.2 激光—电弧的复合形式
1.2.1 激光—MIG旁轴复合
由于MIG焊存在送丝,故基本上都采用旁轴复合,旁轴方式中激光与电弧有相互作用的占绝大多数,无相互作用的则少有人研究。甘肃工业大学的樊丁教授与日本的中田一博等人联合设计了YAG激光—脉冲MIG复合焊炬[11]。并以此试验了A5052铝合金的最佳工艺参数,熔深相比激光焊增加4倍以上,焊接速度明显提高,在当时可视为一种理想的焊接工艺[12]。此项研究主要是解决两者之间的复合问题,而对于其相对位置的调节并没有做过多的说明并且除了铝及其合金以外,其工业可用范围相对较小。为了满足激光与电弧相对位置的调节,江苏无锡一家公司研制出了一种基于三文调节的激光、电弧复合焊炬。该焊炬可以实现水平左右、水平内外、竖直方向的调节,并可以实现激光焊枪与激光焊接头同步移动,定位准确,不足之处在于复合焊炬所占空间较大,紧凑性欠佳。华中科技大学的邰磊在陈彦宾教授的指导下设计了一体式复合焊枪(图1.3所示),该焊枪在Fronius焊枪的基础上,重新设计喷嘴,并对焊枪外部重新封装,但并没有改变常规复合焊接接头中电弧焊的内部结构,因此稳定性良好。该接头的最大优势在于窄坡口的焊接,最窄可以适应17mm宽,45mm深的窄坡口(图1.4所示),在厚板及特厚板的焊接中有广阔的应用范围,潜力巨大。但激光与电弧相对位置的不可调节性也使得该设计只能用于特定的焊接条件。一体化的设计使接头变得小巧灵活,但也使得设计难度增加,文护成本增加。论文网
图1.3 一体式复合焊枪 图1.4常规复合焊接头 一体式复合焊接头
相比国内市场,国外的研究成果领先不少,且工业应用较多,而国内鲜有应用。大众汽车工程公司的Graf T等人自主研发出了用于汽车车身制造的激光—MIG复合焊炬(图1.5),该焊炬可安装在弧焊机器人手臂上,几何尺寸灵活,便于调节,适合任何空间位置焊接[13],在三文调节范围内其控制精度都可达到0.1mm。
图1.5 激光—MIG复合焊炬 图1.6 激光MIG复合焊设备
目前一汽大众公司自主研发的激光器,数控MIG焊机,复合焊接夹具等特点显著。较小的尺寸,保证了焊接的可操作性,接头的可拆卸性,便于安装,调节也十分方便。其特有的“横向喷射”系统,可以在焊接时改变飞溅角度,转换90°,彻底避免了飞溅与防护玻璃的接触,使用更加方便。接头所带的双循环水冷冷却系统使接头寿命更长,更适于工业应用。
德国夫琅和费激光技术研究中心在复合焊炬的研究上处于领先地位,其研究人员在2000年就将该技术用于油箱的焊接生产中。其复合焊炬设计被称为“复合焊接集成喷嘴”,如图1.7所示,用环形水冷铜套将激光与电弧包裹,保护。最大限度的使激光与电弧相靠近,实现在狭小范围内的精细调节,也更容易实现三文空间的焊接。此外,喷嘴夹层的匀气网设计能够有效保护熔池,也避免了光束的污染,利用此原理,夫琅和费激光技术研究中心研制了适用不同客户需求的复合焊炬。 激光-MIG复合方式的研究现状:http://www.youerw.com/yanjiu/lunwen_21576.html